前回の檜タンブラーは水漏れしてしまい失敗でした。一念発起してそれぞれの側板をホゾ組みする事にしました。その都合で板厚は3.6mmにしました。でんぷん系の糊は、タンブラー用途では水に溶けて弱いので、ホゾ溝の底に木工ボンドを爪楊枝で塗布、接着します。これでタガなしのスマートォルムの予定。

精度を上げるためにまず丸ノコの刃を新調しました。古い刃は板の幅切りでささくれて、それを取るためにペーパーがけが必須、結果板厚がバラついてしまいました、今回ホゾ組みするので、板厚は最重要です。次はマイターガイドの変更、マイターは滑りの良いデルリンを奢りました。木取りのジグは再調整、作業性アップのため要所にスットパを設けました。
木取りジグでは台形の上辺と下辺と一辺まで加工しておきます。
ここで新ジグ30度加工ジグです。材をジグにセットし最後の一辺の寸法と斜め加工を一度に行います。いままでは角度加工は台形完成後に、トリマーで加工していましたので手数が多く、精度を落とす原因にもなりました。
ノコ刃の高さを2mmに下げておきます。先ほどのジグを90度回転して、丸ノコガイドフェンス位置を調整し30度面に垂直に溝を切ります。幅はノコ刃の厚み1.5mmです。この角度切りジグが肝です。ジグに二日かかりました。反対の辺はトリマで加工し厚さ1.5mm高さ1.8mmのオスを加工します。
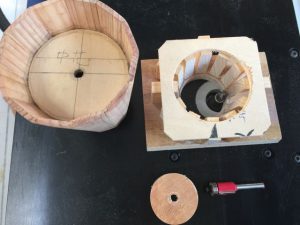
トドメは底板です。12角形どうし、かつ底に向かってテーパーがついています。合うはずがない、ここで漏れます。そこでタンブラー底の内側を円筒状に加工します。右上のカゴ状のジグは底が44mmの円穴です。刃物はボトムベアリング付きビットですのでこの穴にならい加工です。接着乾燥後の12角柱をカゴにセットし左の抑えジグでを差し込みガタなく保持し、加工します。下中央は直径44mmの底板加工のテンプレートです。材に両面テープで固定して右下のトップベアリングでならい加工します。これをはめ込み後接着します。このジグには1日かかりました。

サンダー、240番のペーパー粗仕上げします。最終対策で外側に漆風ウレタンニスを塗ります。食器に使えるとの能書きつきです。水性なのでうまく塗れます。乾いた後400番のペーパーで研ぎます。ザラつきとれたらもう一度塗ります。乾いたら仕上げ塗りします。
最後に水を入れてテスト。漏れません!夜ビールやります。
実はここまで、5回くらい試作し全滅していました。檜無くなりました。ブログに載せるヒマもありませんでした。








